手機號碼:15258226625
傳 真:0574-88077381
公司地址:浙江省寧波市鄞州區姜山鎮陳家團
公司網址:shijihaijing.com
郵箱地址:171455916@qq .com

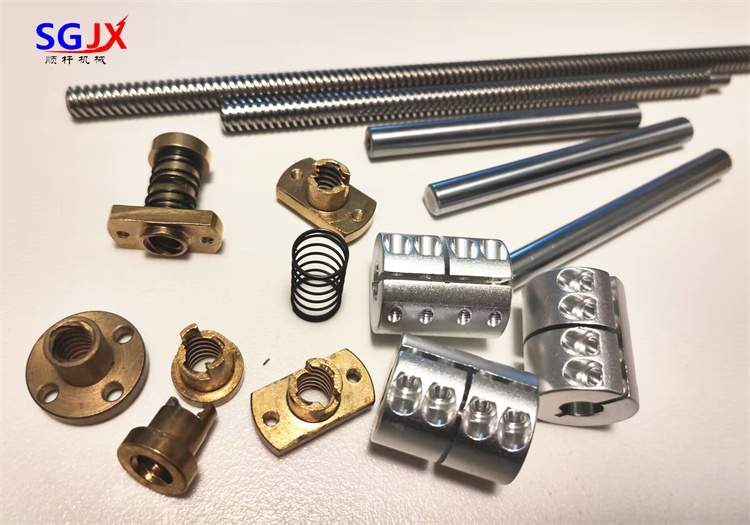
型 號:Tr16*50
用 途:自動升降油煙機配件、3D打印機,電機,自動鎖,升降機,汽車配件等
同類其他型號:T16*2,16*6,16*20,16*40等可定制各種規格型號
可生產直徑/導程/螺距/頭數:直徑3.5-80,導程1-60,螺距1-10,頭數1-12

網絡優化資料:
沙輪片高速運轉起鉆削功效,鋼件轉動作圓上走刀健身運動,并和操作臺一起作豎向往復式平行線走刀健身運動。梯形絲桿標準操作臺每往復式一次,沙輪片沿切削深層方位進行一次梯形絲桿螺距橫著走刀,每一次走刀(吃刀深層)都不大,所有切削容量是在數次往復式行程安排中進行的。當鋼件切削貼近最后規格時(尚有余量0.005~0.01mm),應無橫著走刀光磨幾回,直至火苗消退才行。
縱磨法生產加工精密度和工藝性能較高,適應能力強,用同一沙輪片可切削直徑和長短不一樣的鋼件,B但產出率低。在散件、批量生產兩蕩跨越行程安排1B-1/2)8出產及精拋中,運用普遍
橫磨法(選擇法)切削時,鋼件未作豎向反復運動,沙輪片以遲緩的速率持續或中斷地為鋼件作橫著走刀健身運動,直至磨平所有容量。橫磨時,鋼件與沙輪片的觸碰總面積大,切削力大,熱值大而集中化,因此易產生鋼件形變、燒刀和淬火。
橫磨法出產高效率,適用成
批或很多出產中,切削長短短、剛度好、精密度低的內孔表層及兩邊常有臺肩的電動機軸。若將沙輪片整修成型,也可立即切削成